


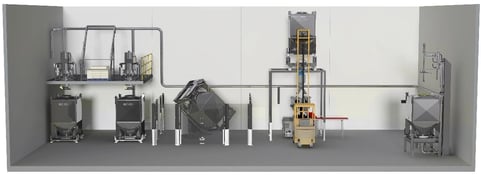
Since our foundation in 1980, Matcon has built a world-renowned reputation as an industry leader in the supply of flexible Intermediate Bulk Container (IBC) systems for batch powder and solids processing.
With a diverse customer portfolio including both large multi-national manufacturers and small to medium-sized enterprises (SMEs), our IBC solutions are designed to provide flexibility so that production processes can easily manage varying order sizes, large recipe portfolios and stringent industry regulations.
Manufacturing trends in food and dairy applications
Allergen Handling is an important subject for many food manufacturers. With allergen handling regulations becoming stricter in developing countries in the region, this will be an ongoing topic of discussion.
The industry has the challenge of balancing Flexibility and Hygiene, as there is a balancing act in the industry that is striving for a flexible manufacturing process to cater to the increase in product variety whilst still maintaining tight hygiene standard
What food and dairy manufacturers need to know
Food and dairy manufacturers need to fully understand their business requirements at present, and the future vision of their production in 10-20 years’ time. This is key to recognizing what equipment will be needed, i.e. the global trend is smaller batch sizes and more product variety to suit consumers' ever-changing dietary preferences. Therefore, a modular system that allows for process flexibility but can also be expanded in the future would be a very good investment choice.
Process efficiency is also key with quick recipe changeover times and less equipment cleaning required. From a Lean perspective, having a high equipment OEE - “Sweat the Assets” – reduces the non-value-added processes such as waiting and cleaning times.
Our customers' success
Our clients producing 3-1 Coffee and Tea beverages have had big issues with powder segregation and over feed of the blended material when fed into a downstream packing machine. This leads to inconsistent product quality and pack weights which can affect a company’s reputation in the marketplace. This has been solved with the use of Matcon IBC Cone Valve technology which ensures a controlled mass flow discharge of the blended material into the packing machine.
How can we help in product applications that are currently experiencing a high demand?
We are presently seeing an increase in demand in the Functional Food and Nutraceutical industry sectors, which is due to a more health conscious attitude amongst consumers and a desire to resist illness and infection. We have applications with Carrageenan, which is used as a health food additive, and various Vitamin tablet applications. The best way we can help this market is through applications where multiple recipes are produced with numerous ingredients. Blend homogeneity of the small inclusions with the main ingredients is critical to maintaining product quality. The Matcon IBC Blender is industry-proven in providing low CV values. The batch size range tends to vary a lot in these sectors, however the IBC Blender benefits from being capable of blending multiple batch sizes in the same Blender.
One of our clients, SternMaid Asia Pacific, have recently installed an Intermediate Bulk Container (IBC) system. Learn more about how they have increased their manufacturing flexibility with improved traceability and speed by watching the case study video below.
If you would like to find out more about how to optimize your manufacturing process and improve product quality, ;please contact us using the link below.
