21 February 2025
In the food ingredients and flavouring & spice manufacturing industries,..

Ensure product quality with reliable powder feeds.
Discover a range of benefits with Matcon's powder recipe packing systems and machines.
The automated, controlled flow of your powder recipes with complete discharge from original Cone Valve IBCs.
The unique Cone Valve technology within the Matcon IBCs prevents powder mix segregation, which is vital when accurately feeding to powder packing machines and third-party equipment.

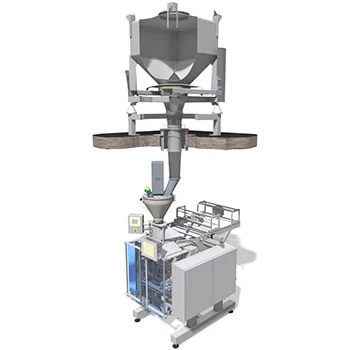
Discharge the IBC straight into FMCG packing systems without any secondary refill devices.
Automatic and controlled refill, producing a consistent feed, allowing packing lines to maximise their throughput.
Cone Valve technology protects against product segregation during discharge to ensure a quality product every time.

Change recipes faster than ever with high accuracy, direct dosing from Matcon IBCs.
Fill into sacks/bags without the need for screw feeders.
Ideal for small campaign runs. Versatile enough to cover a wide range of powder characteristics from cohesive to free-flowing.
Full discharge & protection against segregation due to mass-flow.
Simple to use powder packing machine.

Maximise your production capacity.

Discover the latest powder handling insights, technical guides and manufacturing best practices.
See how to reduce the burden of cleaning without compromising on high hygiene standards.

Discover the Powder Packer. Proven technology for accurate powder handling capabilities.

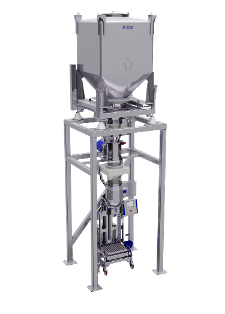
Using Intermediate Bulk Containers (IBCs) to transport powders between manufacturing steps and to blend powders to a homogenous mix.
Matcon IBCs are efficient, dust-tight powder containers, manufactured to the highest standards for all industry applications.

Formulate powder recipes directly to IBCs with accurate, automated filling and add into your batch processing flow as required.

Mix powder recipes of all sizes any time using an IBC Tumble Blender. Improve loading times, cleaning and remove bottlenecks.

Accurately discharge your powder-based products without segregation. Optimise throughput with automated, packing solutions.


Over the years we have seen a wide range of different powder types and production issues that our Cone Valve technology has been able to overcome. This gives us the confidence to believe we can handle any challenge you wish to put to us.
© Copyright IDEX 2024
Privacy Policy