

20 February 2025
An industry leading supplier of food ingredients and spices has seen a..



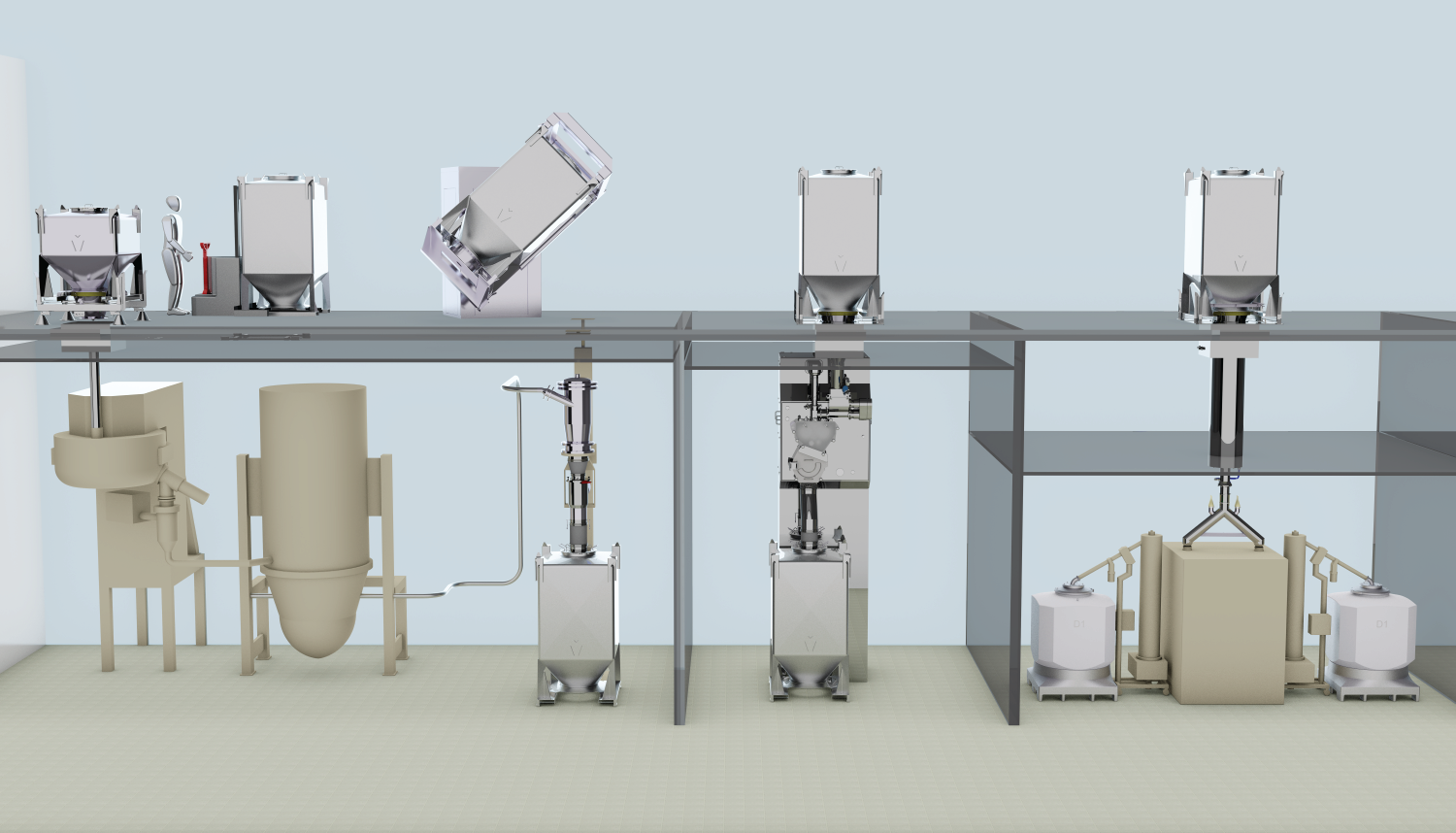
Solve and prevent poor flow that is caused by powder bridging.
Ratholing can lead to costly powder flow problems.
Meet hygiene and safety requirements and remove the risk of cross-contamination.
Overcome the segregation of your powder mix to ensure you achieve mass flow.




An industry leading supplier of food ingredients and spices has seen a..
Finding new ways to improve efficiency and decrease overheads are key to the..
There was a lot to see and do at PACK EXPO International 2022. With over 44,000..